Additional revenue from chip marketing
In addition to the recovery of the coolant, the reliable, reduced residual moisture of the centrifuged chips or briquettes is another important advantage of chip treatment. This ensures a defined scrap quality, which saves tiresome discussions with the customer about the water content.
The usual residual moisture content is between two and six percent for aluminium briquettes and between two and four percent for steel briquettes. Push floor centrifuges and briquetting presses with very high pressing force tend to achieve lower values, in some cases even lower (depending on the quality of the chips).
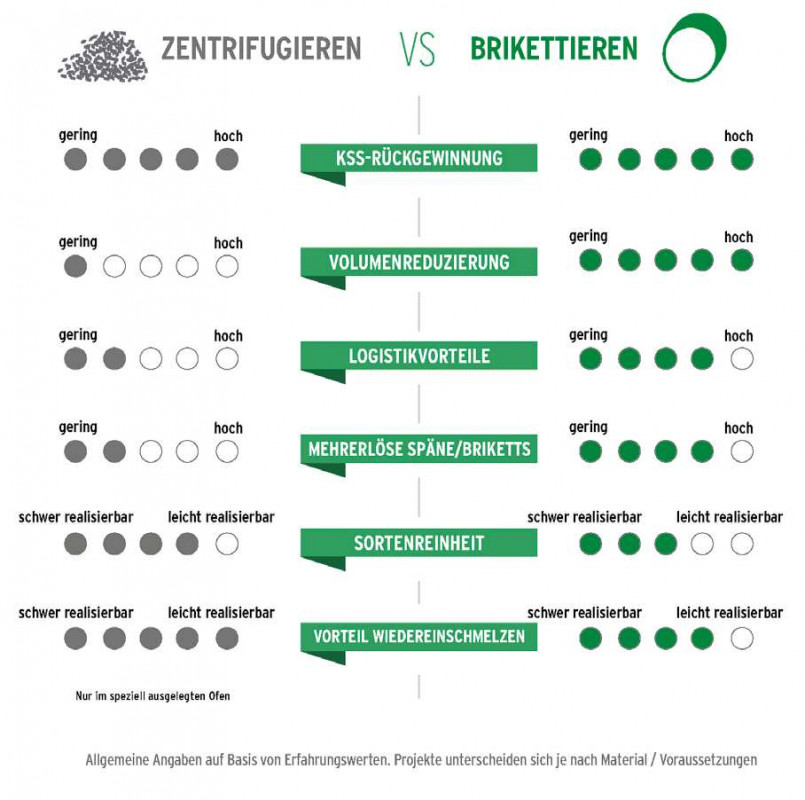
However, the briquettes produced by pressing have further advantages. Compared to the dry chips produced during centrifuging, briquettes are also characterised by a reduction in volume. They can be handled like general cargo and transported cost-effectively, even in full loads. This eliminates the need for expensive container transport via skip loaders or roll-off tippers, for example.
An additional advantage is that producers can use briquettes to contact specialised wholesalers or smelting plants, even if they are further away. This means that recycling routes can be optimised and trade chains shortened - which increases recycling revenues. This is particularly noticeable in the case of unmixed aluminium briquettes. It is not uncommon for high double or even triple-digit euro amounts per tonne to be achieved as additional revenue. This means that in many cases, the investment in a briquetting system pays for itself in just one or two years.
However, it is not possible to make a generalised statement about the additional revenue from briquettes compared to chips. This is because it depends on various factors: the quantity of chips or briquettes, the current market prices, the purity and alloy of the scrap, the respective defined scrap quality and the savings during transport.
Briquetting has a further advantage when treating grinding sludge. This is because centrifuging the fine grinding chips can cause sparks to form, posing a fire hazard depending on the material. This risk does not exist with briquetting. After all, the potential reactive surface of the chips is extremely reduced by the compaction. Also important: Briquetting eliminates the dust nuisance, which contributes to improved occupational safety and environmental protection.
There are only two cases where briquetting is not directly recommended. Firstly, if there are mixtures of chips with non-ferrous and ferrous metals. This rules out high-quality marketing of the briquettes. Secondly, there are a few very specialised melting processes that rely on loose chips.
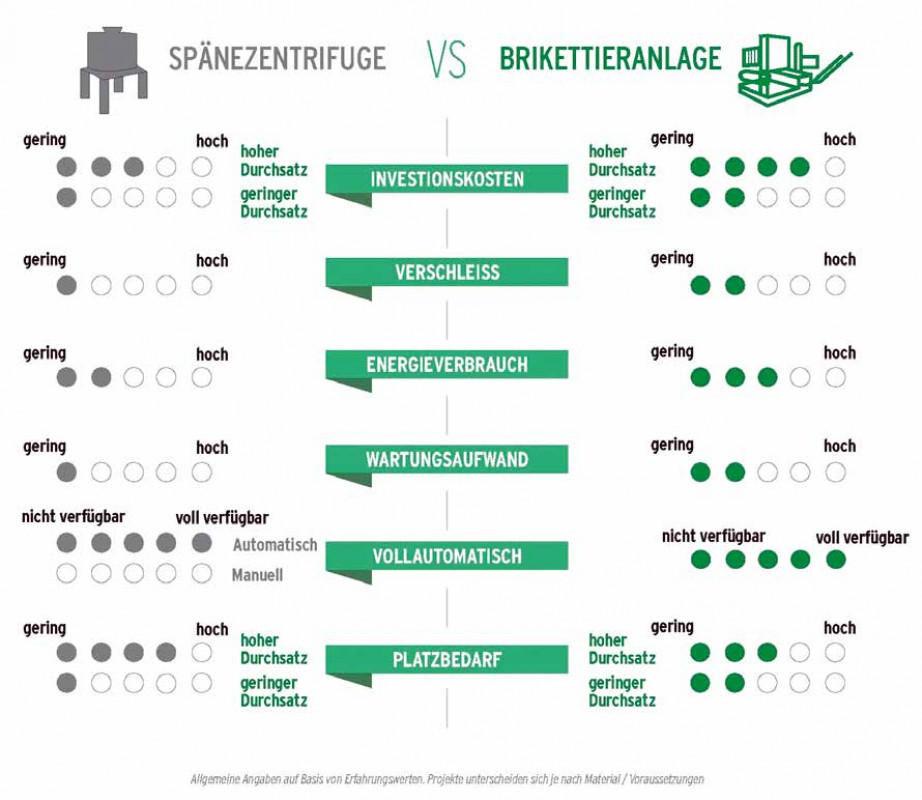
What do the systems cost?
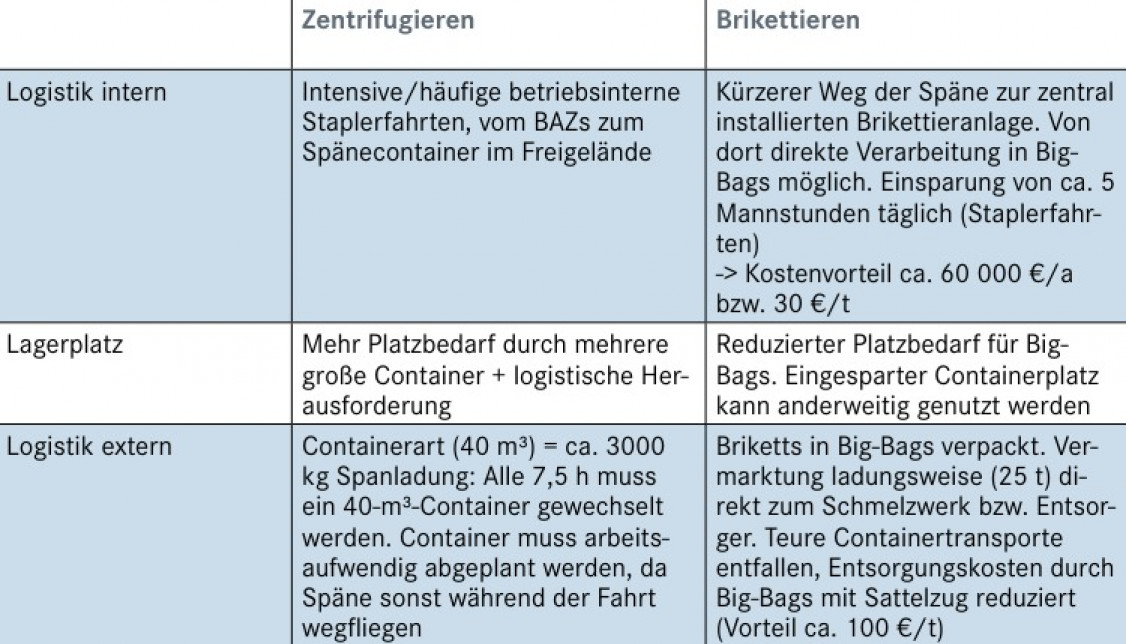
The investment volume of a chip processing system depends largely on the required throughput, the desired degree of automation and the necessary peripheral equipment of the system. For this reason, the procurement costs for centrifuges and briquetting systems can only be compared if the exact requirements are known. Table 1 shows the comparison using a project example.